Select factory-direct medical-grade and performance cosmetic accessories.






The global fitness equipment landscape is witnessing an unprecedented convergence of heavy-duty mechanical engineering, advanced telemetry systems, and personal visual wellness technologies. As health clubs, sports facilities, and professional cosmetic lines scale globally, the demand for precision, certified suppliers has reached critical heights. Sourcing from China's manufacturing clusters requires looking beyond simple steel fabrications; modern buyers prioritize smart system integrations, IoT-compatible biometric trackers, and sterile medical-grade accessory manufacturing.
Established hubs in Shenzhen and neighboring industrial corridors represent the epicenter of high-tech production. The same precision tooling and raw material controls required for high-grade health monitors and visual contact optics are now utilized in high-performance equipment manufacturing. B2B importers are no longer just procuring machinery; they are seeking strategic partnerships that guarantee robust supply chains, traceable materials, and custom ODM capacities to satisfy stringent regulations in markets like North America and the EU.
Shenzhen Fresh Vision Co., Ltd. exemplifies the modern, tech-forward manufacturer optimized for global trade. Established in 2016, the enterprise occupies a pristine 1,100 square meter facility utilizing state-of-the-art cleanroom technology. Originally focused on high-precision optical contact lenses (including custom yearly, disposable, and cosmetic solutions), Fresh Vision applies the rigorous quality standards of ophthalmic products to its global export operations, serving major markets in North America (25%), Southeast Asia (20%), and the Middle East (10%).
With 10 years of exporting and industry experience, Fresh Vision maintains a robust R&D engineering division that includes five expert engineers—three holding graduate degrees and two junior college degrees. Their commitment to full traceability of raw materials and 100% inspection on all production lines ensures every batch meets international safety requirements, creating a flawless pathway for global distributors, wholesalers, and private label brands.
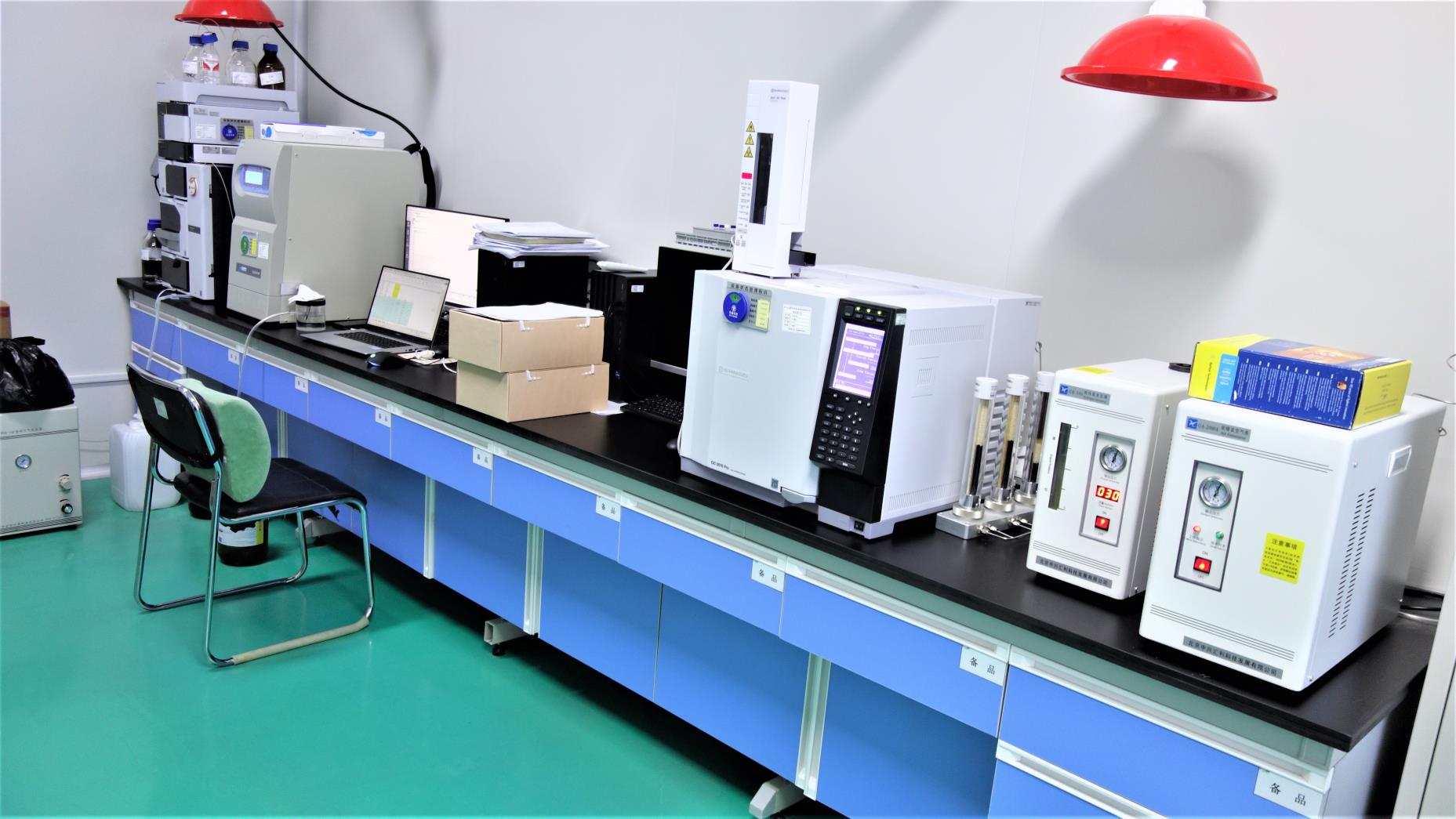
Tracing raw materials to final packaging through automated production lines.



















In B2B medical, sports, and cosmetic sourcing, quality control is the absolute division between industry leaders and trace suppliers. Establishing complete transparency over raw materials guarantees liability protection and consistent user experiences.
Sourcing clean polymers, non-reactive colorants, and high-tensile alloys demands certified lineage. At Shenzhen Fresh Vision Co., Ltd., raw materials undergo a comprehensive validation checklist before entering the formulation state. By ensuring every dye, hydration agent, and packaging plastic is tracked via barcode systems from original synthesis to final molding, we protect your brand from chemical degradation issues or consumer health concerns.
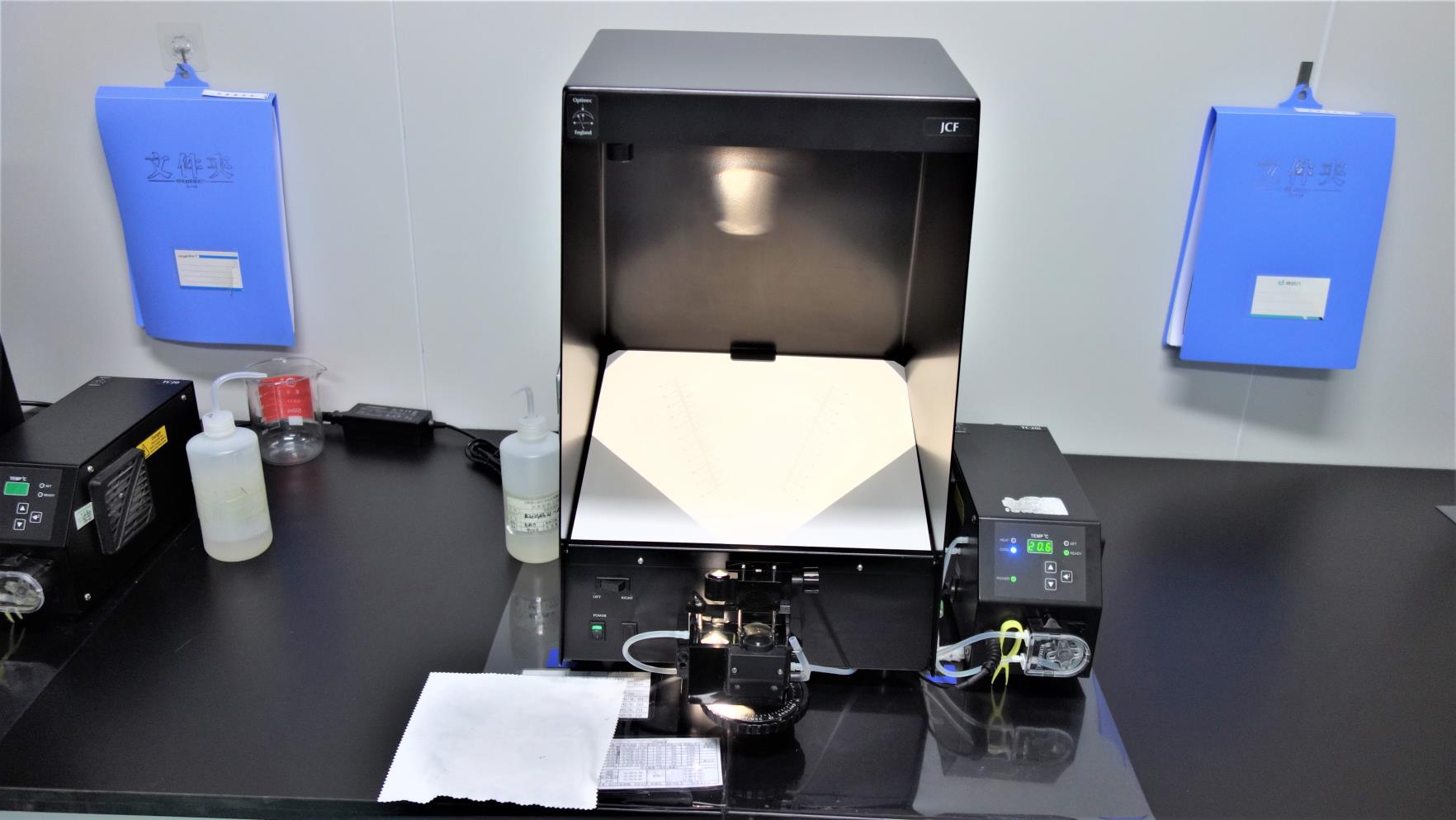
Our quality control protocols rely on a dual testing methodology: continuous on-line inspections paired with randomized batch auditing (OQC). Using tools like high-resolution projectors and spectral testing equipment, engineers isolate deviations in shape, thickness, and light transmission. This ensures that every shipment, whether bound for North America or the Middle East, demonstrates zero tolerance for defects.
The future of wellness apparel and wearable fitness items is driven by micro-sensor integration and smart cosmetics. Our research pipeline focuses on biomimetic materials that resist protein build-up, maintaining optical clarity under rigorous athletic strain. Looking forward to 2026, the factory is prototyping integrated visual micro-optics and biocompatible polymers that will bridge the gap between traditional contacts and augmented reality displays for fitness trackers.
Our B2B buyers have specific market targets. We accommodate this through three pathways: sample processing, graphic processing, and on-demand structural customization. Backed by our five-engineer team, we rapidly prototype new cosmetic lenses or brand designs, taking ideas from digital concepts to high-volume sterilization cabinets inside a streamlined production environment.
Crucial compliance, shipping, and quality assurance answers for global buyers.
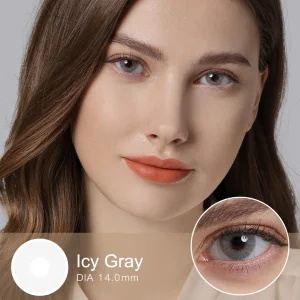
Premium cosplay, daily cosmetic, and prescription contact lenses ready for wholesale.