Direct from Shenzhen Fresh Vision Co., Ltd. custom biomedical processing laboratories.
The global health landscape is witnessing an unprecedented convergence between physical ocular solutions and systemic health supplementation. As a leading bio-medical and eye health solution supplier, Shenzhen Fresh Vision Co., Ltd. has engineered a state-of-the-art manufacturing infrastructure designed to bridge the gap between high-precision optical wear and advanced nutritional sciences. Today, health-conscious consumers demand comprehensive preventive solutions: combining protective devices with targeted, bioavailable nutritional supplements.
OEM/ODM contract manufacturing in the nutritional supplement space requires more than just mixing raw powders. It demands strict pharmaceutical-grade environments, precise chemical stability testing, and rigorous raw material verification. Our high-tech facilities provide full traceability and absolute product security, ensuring that brand owners receive custom-formulated products that comply with FDA, EFSA, and regional health registries.
The rising prevalence of digital fatigue, dry eye syndrome, and age-related macular changes has shifted consumer demand towards dual-action care models.
Established on January 26, 2016, our advanced 1100㎡ cleanroom facility represents the peak of biomedical and optical manufacture.
At Shenzhen Fresh Vision Co., Ltd., we combine decade-long export proficiency with multilingual global support (Spanish, English, and Chinese). This makes communication effortless for brand development teams around the world. As a focused manufacturer in specialized biological applications, we offer customized solutions on demand, including sample formulation processing and comprehensive packaging/graphic design services.
Our structural quality control workflow is designed to satisfy the strict requirements of pharmaceutical inspections:
Our dedicated Research and Development department is staffed by 5 senior biochemical engineers, including 3 holding advanced graduate degrees and 2 possessing specialized junior college training in polymer chemistry and bio-nutraceutical formulation. This academic and practical diversity enables us to synthesize highly stable formulations that maintain active potency throughout their shelf life.
Our main trade distribution bridges the world's most demanding consumer regions, with North America accounting for 25%, Southeast Asia representing 20%, and the Mid East taking 10% of our global exports. We proudly supply brand businesses, retailers, wholesalers, and medical manufacturers looking for elite private label solutions.
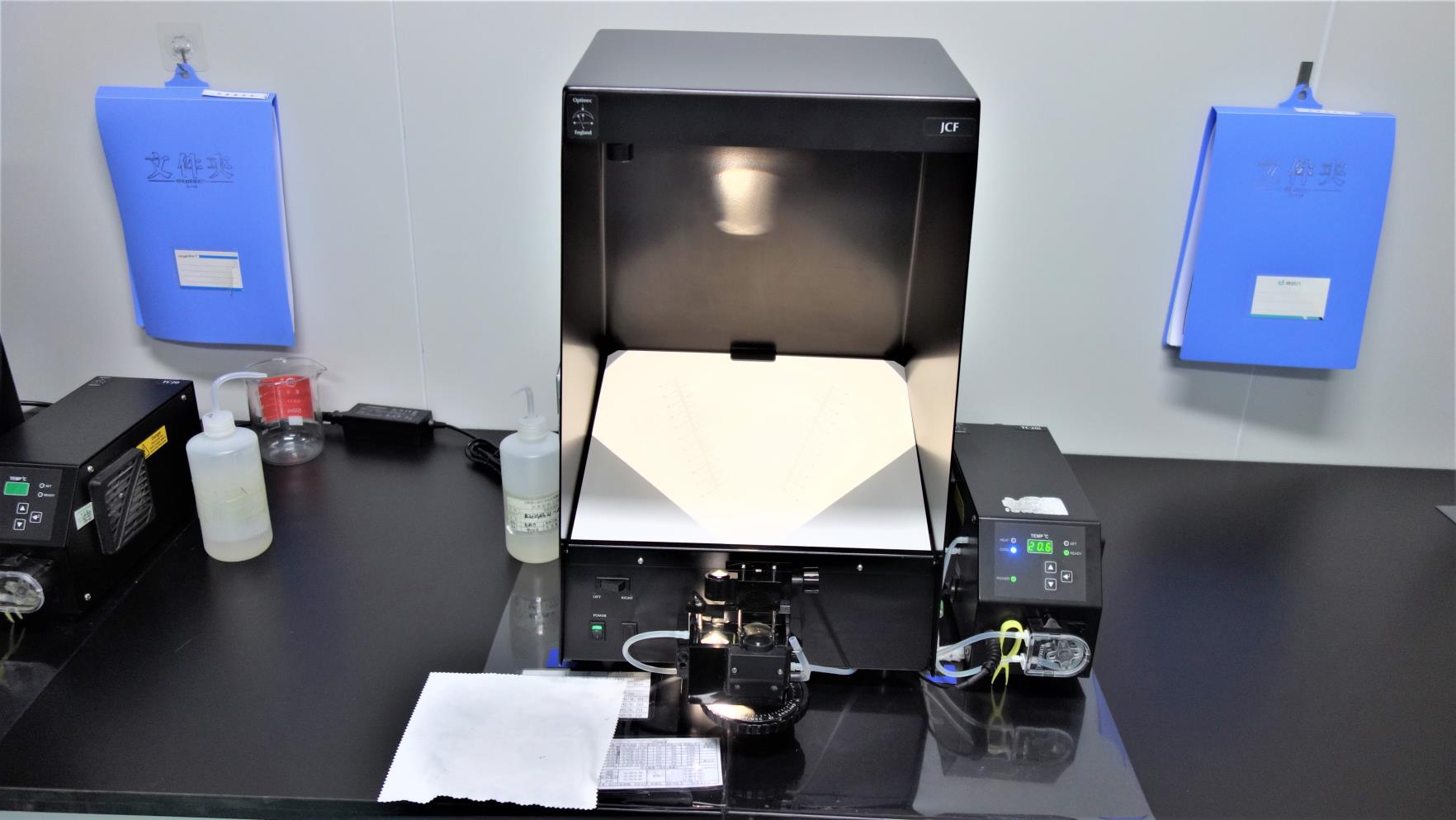
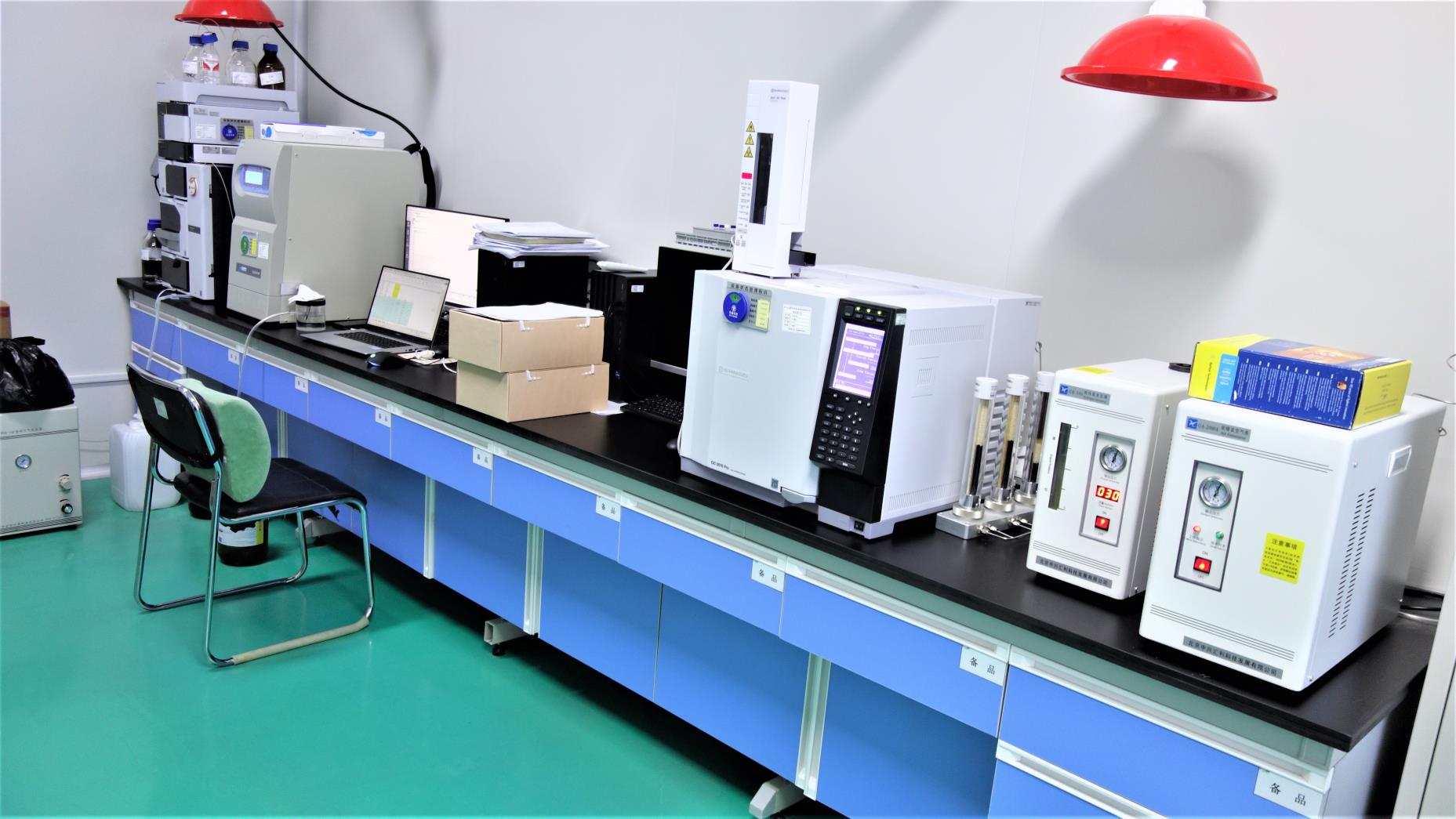
Explore our automated cleanroom operations, showing how we combine high-level optical engineering with GMP chemical standards.












Our manufacturing line uses advanced engineering equipment to ensure safety and precision at every stage of the process.







As the demand for ocular wellness supplements escalates, manufacturers must build technologies that improve nutrient absorption. Traditional tablets often have low absorption rates because ingredients break down quickly in the digestive tract. Our upcoming product development focuses on specialized delivery systems, including micro-emulsion softgels and liposomal matrices.
By wrapping active ingredients (like Lutein esters and Astaxanthin) in phospholipid bilayers, we can significantly increase absorption. This lets eye care brands offer evidence-based products with clear health benefits.
Additionally, our R&D team is working to integrate natural botanical extracts with clean-label carrier oils. This replaces synthetic excipients with active, health-promoting compounds. Through strict testing with our spectral equipment and focimeters, we verify every formulation for purity and molecular stability, helping your brand build trust and authority in the global marketplace.
Bridging clinical efficacy and consumer lifestyle trends via targeted custom supplement design.
Modern work environments require hours of focused screen time, exposing eyes to constant blue light. This leads to digital eye strain (DES), which causes fatigue, dryness, and focus issues. A complete ocular wellness program should address this from two directions: physical protective contact lenses and internal cellular support.
Our specialized OEM/ODM formulas combine Zeaxanthin, Meso-zeaxanthin, and Lutein. These compounds build up in the macula, creating a natural filter that absorbs harmful blue light and protects retinal cells from oxidative stress.
The beauty industry is shifting toward "beauty-from-within," recognizing that external appearance reflects internal health. Cosmetic contact lenses enhance the eyes visually, while targeted nutritional supplements support eye hydration and brightness naturally.
By combining hyaluronic acid boosters, sea buckthorn oil (high in Omega-7), and natural antioxidants, our custom ODM formulas help maintain natural tear film volume. This relieves the dryness and irritation sometimes associated with wearing contact lenses, helping eyes stay comfortable and healthy.
Key technical, regulatory, and logistics questions answered by our R&D and manufacturing compliance teams.
We use a rigorous raw material validation program. Every incoming batch of active ingredients must arrive with a verified Certificate of Analysis (COA) and complete origin documentation. We then run independent testing using our in-house spectral equipment and liquid chromatography systems to verify identity, purity, and active strength before the materials enter our production lines.
We provide full customization, including customized formulation adjustments, clinical ingredient selection, sample processing, and custom packaging. Our packaging services range from child-resistant blisters and premium bottles to custom-printed paper outer boxes designed by our design department.
Our 1100㎡ facility operates under ISO-standard HVAC cleanroom requirements. We use positive air pressure to prevent outside air infiltration, and air is continuously filtered through HEPA systems. Employees go through multi-stage sanitizing air showers before entry. All equipment, including demoulding and filling machines, is sanitized using automated Clean-In-Place (CIP) systems and UV sterilization.
With over 10 years of export experience, we ensure all products comply with the specific requirements of destination markets. We adjust formulation ratios, ingredient sources, and labeling to meet North American (FDA/FTC), European (EFSA), and Southeast Asian import standards.
Explore more design options and product series available for private label customization.















