Explore our flagship precision-engineered biotech exports and sterile product ranges manufactured under strict cleanroom conditions.


A comprehensive analysis of sourcing paradigms, cleanroom safety bridges, and supply chain strategies for high-growth enterprises.
Modern pet nutrition has evolved far beyond basic extrusion. Today's global brands demand human-grade ingredients and sterile manufacturing environments. In dry kibble, freeze-dried raw, and retort wet foods, the risk of contamination from pathogens like Salmonella, Listeria, and mycotoxins requires advanced facility design.
By leveraging pharmaceutical-grade quality protocols—such as those implemented at Shenzhen Fresh Vision's cleanrooms—custom OEM pet food factories can guarantee total raw material traceability and zero-pathogen environments. Through automatic batch control, thermal sterilization cycles, and cleanroom air filtering, we eliminate microbial contamination before packaging.
Enterprise pet food procurement agents prioritize scalability, consistency, and compliance. Mainstream consumer demands have shifted toward clean labels, non-GMO grains, single-source proteins, and novel plant-based nutrients. Custom OEM pet food factories must support rapid product development while maintaining structural consistency.
The pet food manufacturing landscape is undergoing a digital revolution. Advanced facilities deploy IoT sensors throughout the thermal cooking process to monitor temperatures in real time. Twin-screw extrusion lines allow precise control over starch gelatinization, which directly determines digestibility scores.
Additionally, vacuum infusion technology enables the injection of delicate fats, thermal-sensitive probiotics, and vitamins directly into the core of the kibble after the heat cycle. This ensures that nutritional values remain uncompromised throughout the distribution cycle, presenting a massive information gain for premium product line launches.
Transitioning precision manufacturing excellence to clean, scalable, and highly regulated animal nutritional science.
Established in 2016, Shenzhen Fresh Vision Co., Ltd. has constructed a legacy of absolute precision and optical-grade cleanliness. Spanning an 1100㎡ state-of-the-art facility, the enterprise specializes in manufacturing high-demand clinical and consumer-facing products with 10 years of export experience.
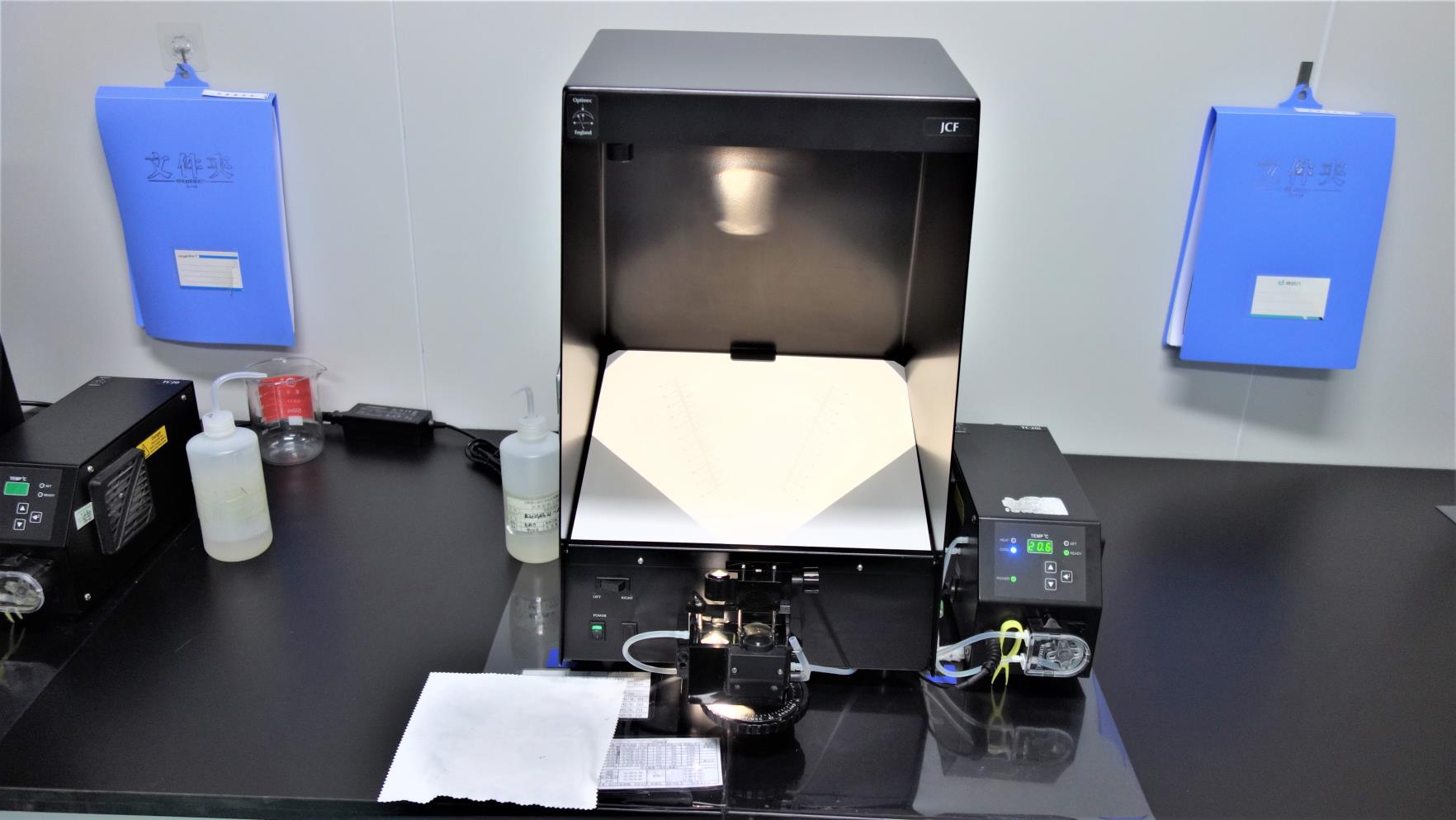
By implementing a triple-layer quality check system and full-line raw material traceability, the company demonstrates how advanced industrial manufacturing technologies—such as automated demoulding, film suction, sterilization cabinets, and spectrophotometer analyzers—can be integrated into food safety systems. This cleanroom design ensures that zero cross-contamination occurs during custom formulation manufacturing.
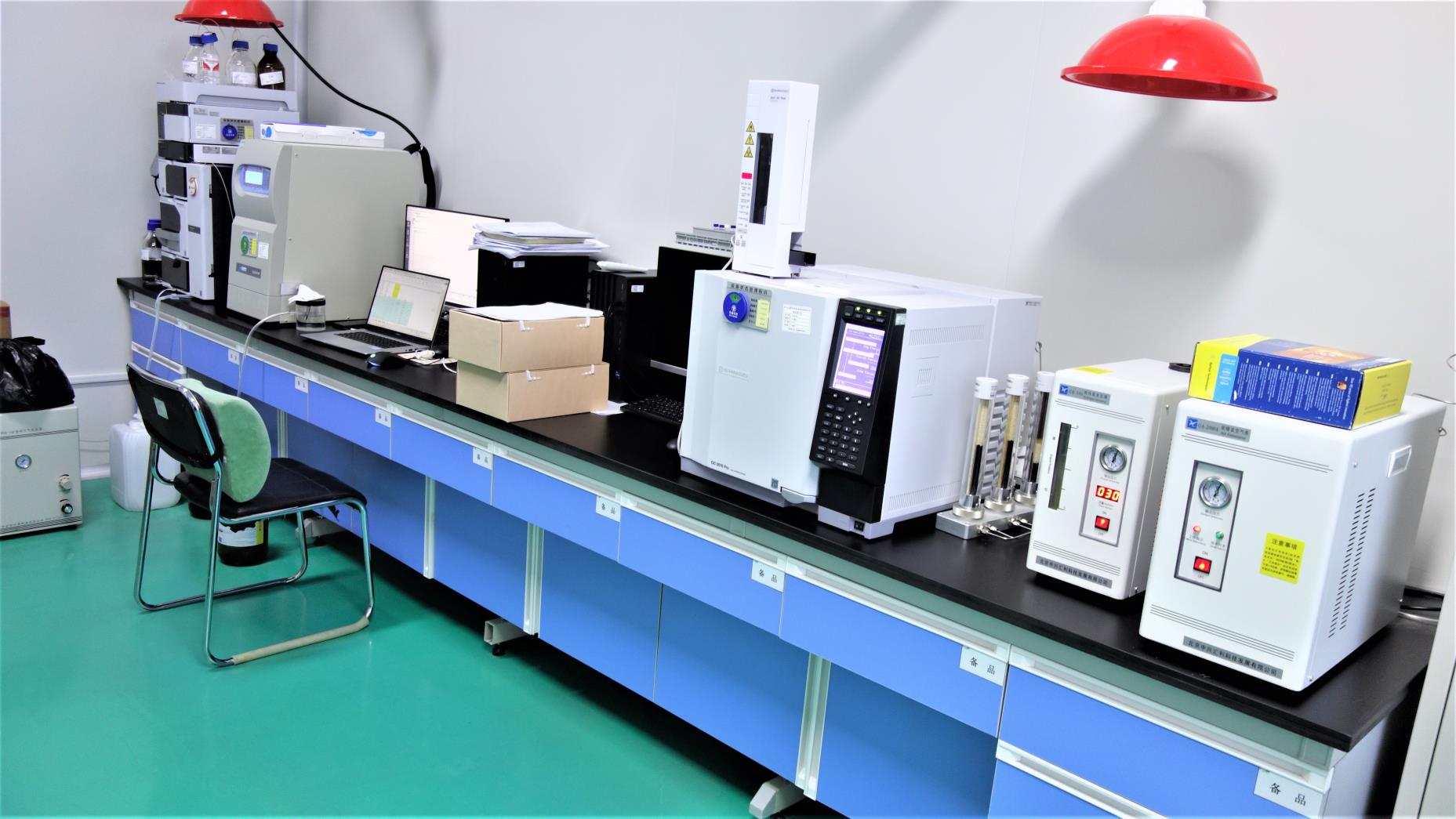
Verification of natural raw material purity. Continuous monitoring for micro-organisms and chemicals using cleanroom liquid chromatography systems.
Using digital steam injection loops to ensure total gelatinization of starch bases, optimizing intestinal bioavailability for companion animals.
Low-temperature water activity reduction cycles. Keeps proteins structurally intact while removing moisture down to a stable 8% threshold.
Outgoing Quality Control processes inspired by optical inspection machines, ensuring absolute uniformity in weight, dimension, and nutrient density.
Visualizing the high-end industrial machinery, cleanroom workstations, and QC centers supporting Shenzhen Fresh Vision Co., Ltd.



















Navigating cross-border customs, sanitary certs, and international safety certifications seamlessly.
Exporters of premium pet nutrition must meet varying global benchmarks. While North American buyers demand strict compliance with AAFCO guidelines and FDA registrations, European Union buyers require full alignment with FEDIAF nutrition standards. Our export services include full documentation prep to ease these compliance bottlenecks.
Additionally, modern animal health authorities require complete raw material audits to prevent transmissible diseases. We offer continuous, automated track-and-trace functionality that logs the exact geographical origin of every batch of bone meal, fish oil, and vitamin premix, ensuring peace of mind for brand distributors.
Our quality control program conducts rigorous product screening at every stage of the manufacturing line. From testing raw bulk shipments upon arrival to executing high-precision finished product evaluations, our QC protocols match optical device manufacturing systems.
Each production run features random inspects as well as absolute full-batch sterilization tracking. The shipping phase features custom humidity-barrier liners to prevent moisture re-absorption during sea transport, ensuring your private-label pet food arrives dry, fresh, and free from oxidation.
Direct technical answers to the most common queries from procurement directors and brand managers.
Standard OEM production batches begin at 3 to 5 metric tons for extruded dry kibble to optimize extrusion machine efficiencies and reduce setup waste. For custom retort wet food or specialized freeze-dried items, MOQs vary based on specific packaging requirements and ingredient complexity.
By operating on physical separation principles similar to medical device manufacturing, our partner factories separate dry raw mixing areas from final packaging divisions. Automated positive-pressure cleanroom setups prevent air-borne yeast or mould spores, and all tooling undergoes high-pressure steam cleaning before new batch runs.
Yes, every single export container is shipped alongside its specific COA. This includes third-party verification for crude protein values, moisture analysis, ash content, and complete microbiological checks confirming zero trace of Salmonella or E. coli.
Our expert veterinary research team (including graduate engineers and junior college technologists) evaluates digestibility, allergen response, and raw material compatibility. We optimize recipes to meet AAFCO standards, adapting nutritional ratios to target joint health, coat shine, and gastrointestinal protection.
Browse our complete catalog of internationally certified eye lenses and advanced cosmetic components.