In the competitive landscape of professional athletics, extreme sports, and active lifestyles, the definition of "sports gear" has undergone a profound paradigm shift. Historically confined to protective apparel, footwear, and physical accessories, modern athletic optimization now prioritizes cognitive and sensory enhancement. Leading the vanguard of this revolution is Performance Vision Gear. Athletic execution relies over 85% on visual input. Spatial awareness, depth perception, contrast discrimination under variable light conditions, and rapid tracking are key factors distinguishing elite competitors.
As a premier OEM manufacturer, Shenzhen Fresh Vision Co., Ltd. specializes in the development and large-scale synthesis of optical sports gear, engineered to withstand the extreme physiological demands of professional athletes. Our customized, high-oxygen permeable silicone hydrogel contact lenses and specialized cosmetic/tinted visual lenses function as biological filters, enhancing target acquisition, reducing glare, and preserving ocular moisture under high-wind, high-movement conditions.
The global sports gear market demands absolute reliability, sterile verification, and custom design options (sample processing, graphic processing, and customized on-demand fabrication). B2B buyers—ranging from specialized athletic brands, optical retailers, and wholesale distributors to international medical and athletic teams—require strict alignment with international regulatory frameworks, swift turnarounds, and robust raw material traceability.
Shenzhen Fresh Vision Co., Ltd. fills this critical market gap. Our factory coordinates global logistics exports with over a decade of direct market presence in North America (25%), Southeast Asia (20%), and the Middle East (10%), offering multi-lingual support in Spanish, English, and Chinese. By standardizing advanced cast molding systems and raw material tracking, we enable sports brands to bring safe, comfortable, and performance-certified eye gear directly to market.
Step-by-step documentation of our advanced medical-grade manufacturing process. Our 1100㎡ facility integrates cutting-edge automation, strict material science validation, and end-to-end quality controls.



















Whether in high-glare winter alpine sports, dynamic stadium environments, or high-humidity endurance trials, optical sports gear must deliver zero slippage and superior biological integration. Our lenses are optimized to match localized environmental parameters—such as UV-intense conditions in North American ski resorts or high-humidity performance demands in Southeast Asian track meets. Special attention is given to stabilizing the lens hydration index to eliminate dry-eye symptoms during sustained athletic performance.
We are aggressively pursuing the next generation of performance vision tech. Our R&D team (led by graduate-level polymer chemists) is developing smart, tint-shifting photochromic sports lenses, augmented reality (AR) projection lenses, and high-protection blue-light blocking lenses. By combining high-precision manufacturing with advanced material science, we ensure that our OEM clients remain at the absolute cutting-edge of sports optical technology.
Operating out of Shenzhen, the world’s leading hub for technological manufacturing, Shenzhen Fresh Vision Co., Ltd. benefits from unparalleled supply chain efficiency. From raw monomer sourcing to packaging and logistics optimization, our ecosystem minimizes production delays. The integration of high-throughput automated molding and sterilization lines allows us to scale production rapidly during seasonal sports gear demands, maintaining a robust bulwark against global supply disruptions.
In the medical-grade optical products sector, safety is non-negotiable. Our QA/QC framework covers the entire lifecycle of our performance vision sports gear:
100% full traceability of polymer monomers, colorants, and packaging components. Every batch is cataloged and matched to safety data profiles, guaranteeing zero toxic release under prolonged wear.
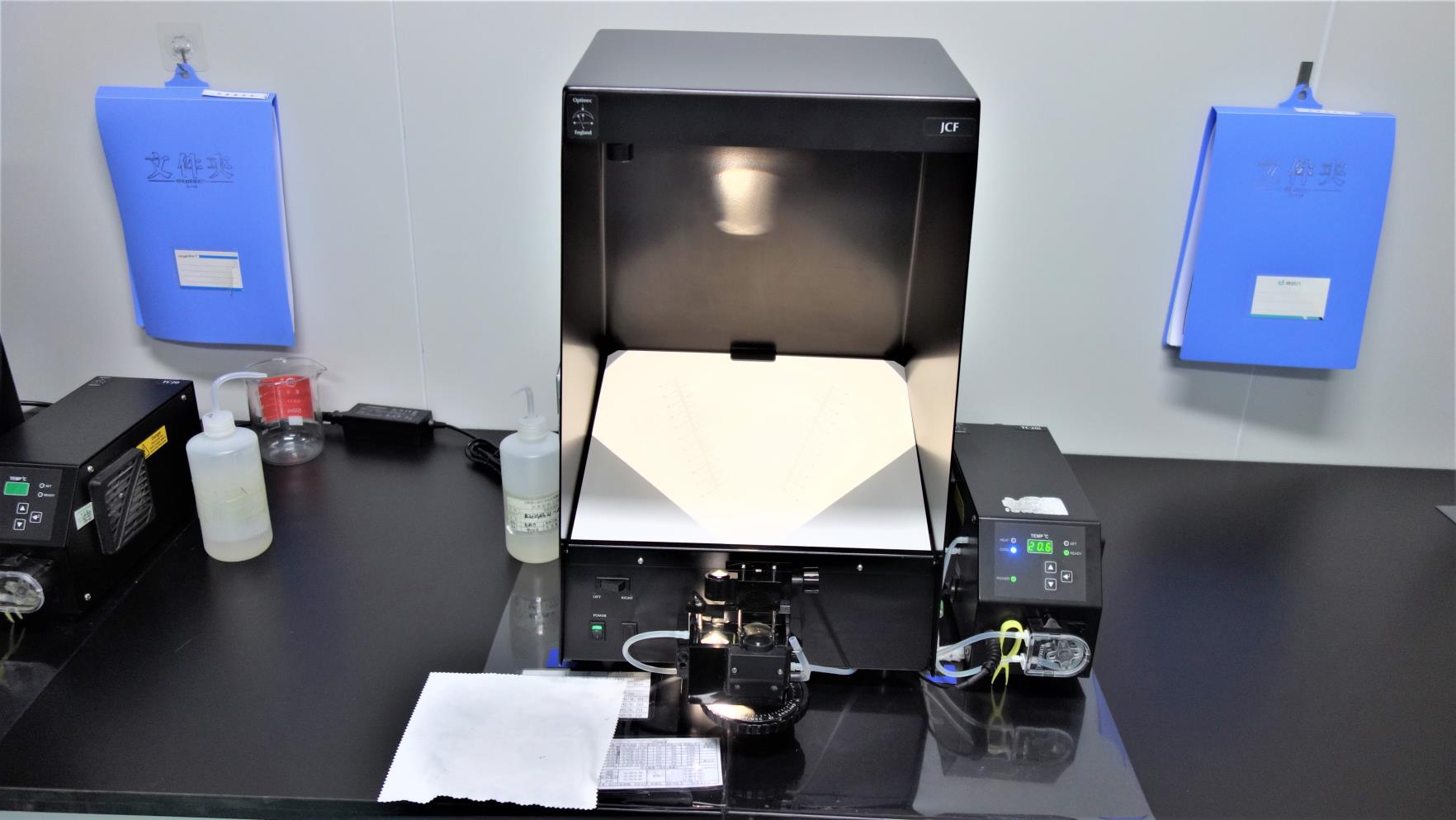
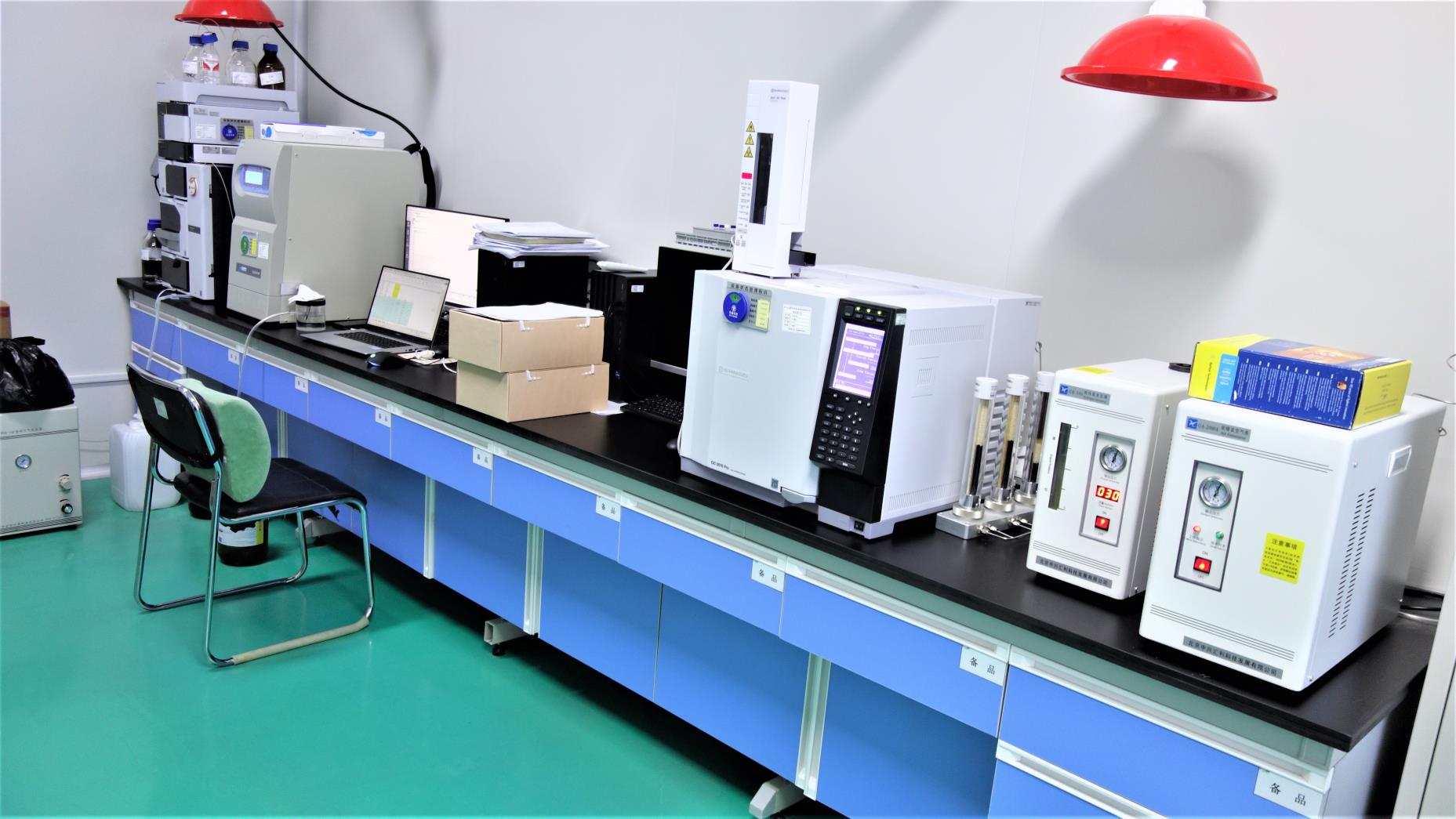
Utilizing digital focimeters, projection systems, and UV-Vis spectrophotometers, we verify the focal power, edge design, and spectral transmission of every single batch, keeping dimensional variations below ±0.02mm.
QC procedures are executed at every crucial production line stage. Our dual inspection protocols include automated machine vision inspections supplemented by expert manual reviews under magnification.
Providing actionable technical and commercial information for B2B purchasing managers, brand directors, and importers.