Explore our foundational range of precision-manufactured soft contact lenses and advanced optical polymers.
An Industrial Strategy Whitepaper on Advanced Fabric Science, Smart Biocompatibility, and Global OEM/ODM Resilience.
In the highly competitive athletic wear market, standard cut-and-sew operations no longer yield market dominance. Modern sports brands require a technologically advanced partner capable of combining textile engineering with high-precision manufacturing. Shenzhen Fresh Vision Co., Ltd., leveraging over a decade of high-performance polymer synthesis and ISO-certified quality assurance, introduces a synchronized manufacturing framework. By blending the strict cleanroom standards of biomedical product fabrication with premium athletic wear textiles, we produce compression gears, moisture-wicking polymers, and smart-wear applications that set new industry benchmarks.
Our infrastructure operates under rigorous manufacturing workflows. With an 1,100 square meter factory floor and advanced automation, we maintain strict traceability of raw materials and enforce full product inspections across all assembly lines. This level of quality control—traditionally reserved for high-precision optical and medical device manufacturing—ensures that our custom OEM athletic wear features structural integrity, precise sizing compliance, and long-term durability in high-performance environments.
Global athletic wear brands are transitioning from basic apparel to performance-optimizing systems. To address these demands, our factory offers comprehensive OEM customization, classified into three core capabilities:
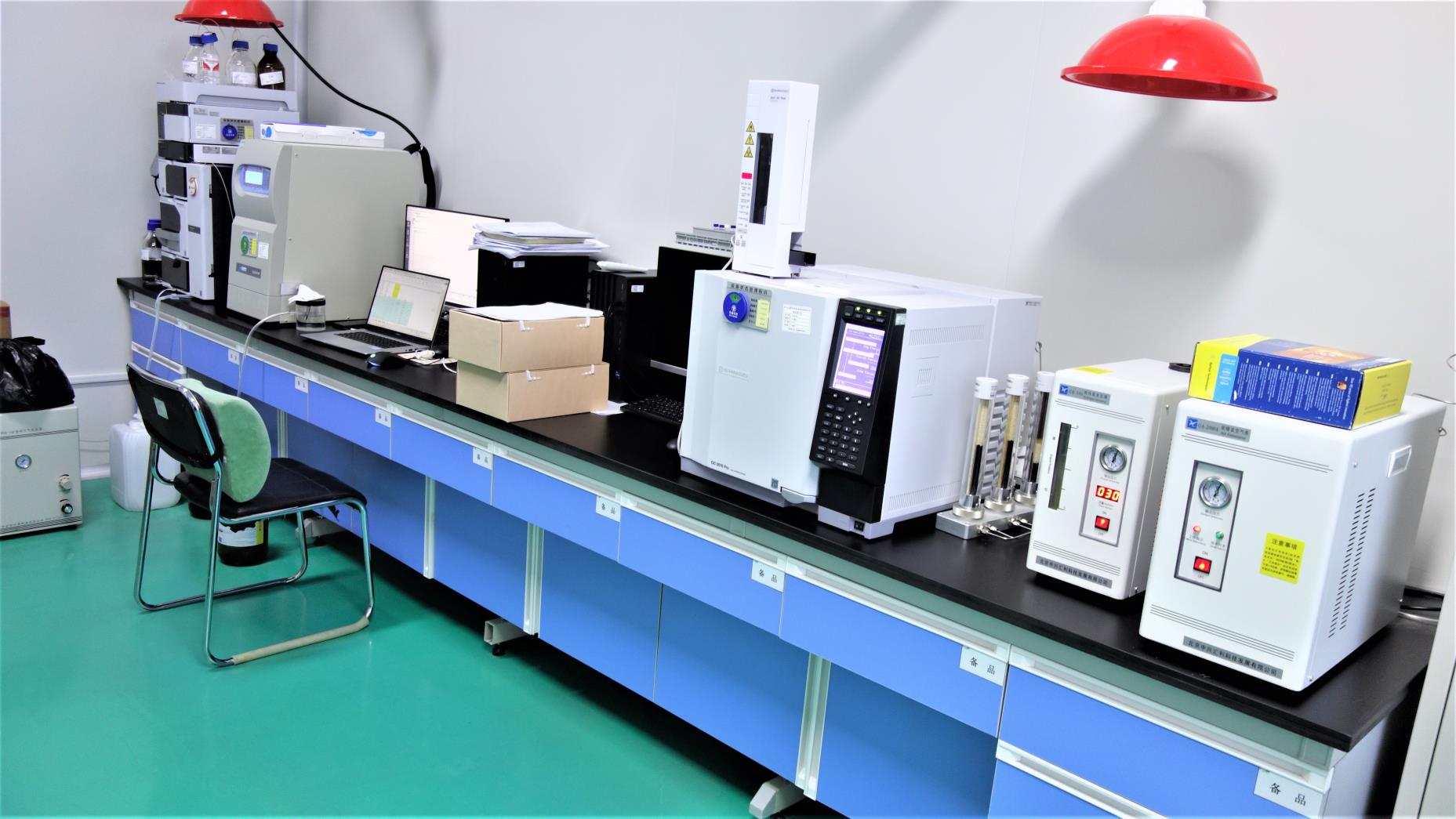
We analyze customer samples utilizing physical testing labs to replicate or enhance fabric compositions, elasticity coefficients, and thermal regulation scores.
Using advanced CAD/CAM systems, our engineering team executes high-definition dye sublimation, silicone heat transfers, and reflective screen printing without compromising fabric breathability.
Integration of specific finishes including anti-microbial silver-ion treatments, moisture-wicking hydrophilic layers, UPF 50+ UV-blocking coatings, and medical-grade compression profiles.
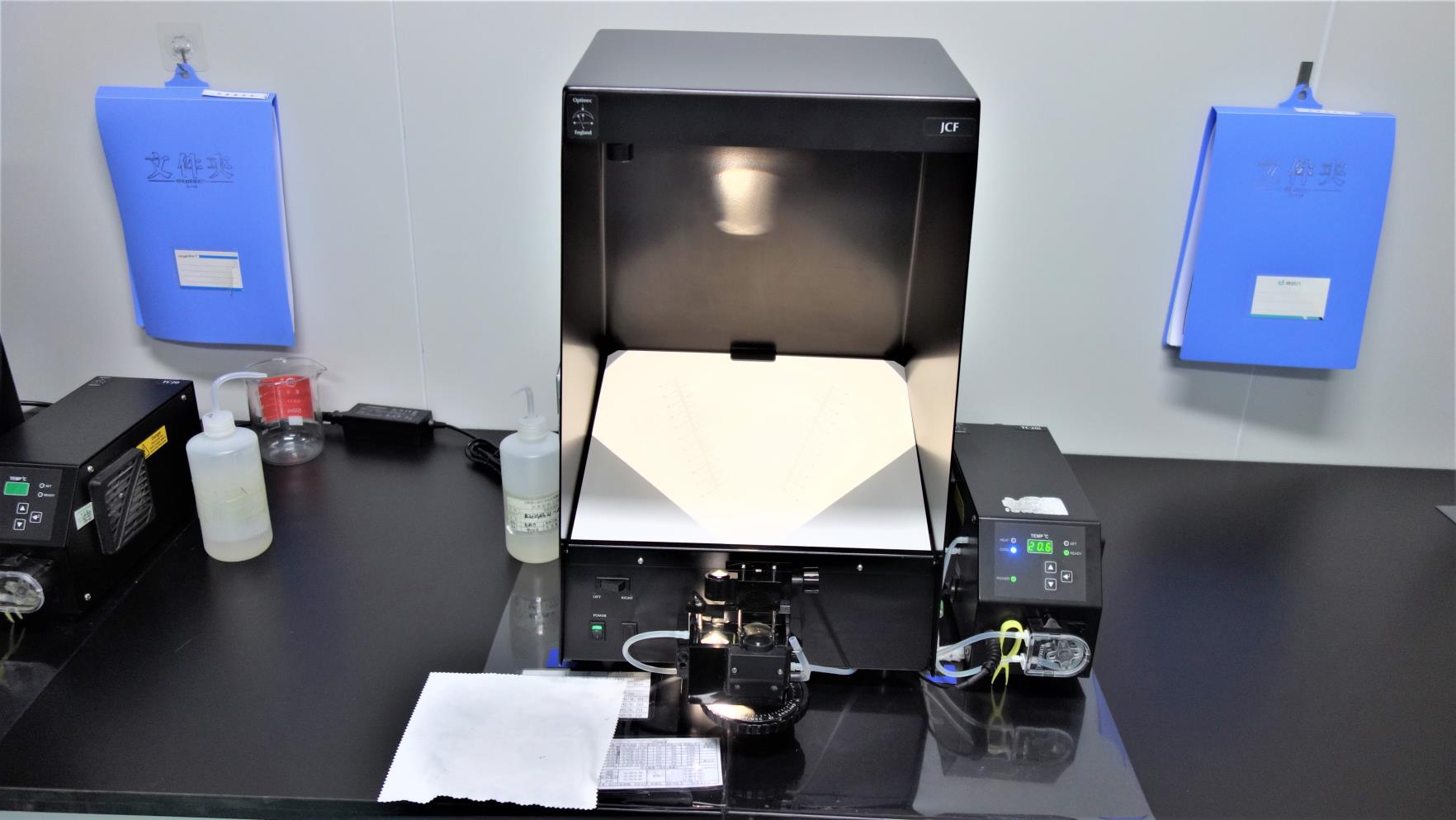
Integrating medical-grade automation paradigms with scalable production lines. Our facility in Shenzhen utilizes automated demoulding, sterilization, and precision spectral equipment.



















Navigating the complex landscape of international trade requires more than just manufacturing prowess; it demands robust legal, logistical, and linguistic alignment. Shenzhen Fresh Vision Co., Ltd. has developed a decentralized supply-chain support mechanism to facilitate seamless brand integration across key target demographics in North America (25%), Southeast Asia (20%), and the Mid East (10%).
Our operations support Spanish, English, and Chinese, removing communication friction during complex product custom design configurations. On the compliance side, our processes are aligned with global product certifications, establishing raw material origin, ensuring pesticide-free textile processing, and validating hypoallergenic status through spectral equipment tests. This transparent approach protects global brands against supply chain disruptions and ensures customs clearances are processed without delay.
As we look toward the next decade of athletic wear development, the integration of biomedical-grade sensor interfaces within elastomeric structures is a major focal point. Drawing on our core competency in polymer chemistry, our R&D division—composed of graduate and senior college engineers—is researching passive biosensor matrices embedded directly into synthetic yarns. These sensors monitor localized skin temperature, lactic acid build-up through sweat analysis, and real-time respiration indicators.
Our technological roadmap is structured into three phases:
Premium contact lens collections manufactured under strict global standards, featuring diverse styles, cosmetic tones, and specialty lines.