Direct access to state-of-the-art contact lens technologies engineered to the highest regulatory standards.







Bridging medical-grade manufacturing processes with the global escalation in premium pet products and advanced biological applications.
The global pet accessories market is experiencing a profound paradigm shift. As pet humanization trends escalate across major economic zones, procurement criteria have evolved from basic functionality to medical-grade safety, chemical biocompatibility, and rigorous environmental compliance. Today's global buyers—spanning brand owners, international distributors, and specialty optical retailers—must ensure their suppliers possess sophisticated R&D infrastructures, advanced cleanroom environments, and verifiable product traceability pipelines.
As a pioneering leader in advanced polymeric formulations and clinical-grade cleanroom optical production, Shenzhen Fresh Vision Co., Ltd. stands at the intersection of consumer safety and high-technology manufacturing. Our 1,100 square meter state-of-the-art facility utilizes class-leading injection molding, precision sterilization, and automation systems to deliver exceptional optical products, cosplay lenses, and high-specification consumer solutions designed to thrive in competitive international markets.
An in-depth look at our operational framework, technical infrastructure, and market distribution channels.
Established in 2016-01-26, our company focuses on high-precision optical developments. We seamlessly offer multilingual operations in Spanish, English, and Chinese, providing smooth communication and technical support to clients in over 30 countries.
Our R&D team consists of 5 dedicated engineers (3 with Graduate degrees, 2 with Junior College degrees). We provide end-to-end customization, including sample processing, graphic processing, and custom-on-demand designs.
We implement 100% traceability of raw materials and enforce strict QC procedures. Quality control checks are run across all production lines through a combination of 100% full inspection and random client-based sampling.
How we control every micrometer of our high-performance polymers from raw monomer to fully sterilized medical-grade products.

Separating cast polymer lenses from highly polished quartz templates, preventing micro-fractures on active edges.

Hydration using ultra-pure water systems to extract residual monomers and optimize lens equilibrium water content (EWC).

Non-destructive micro-vacuum transfer of stabilized polymer films to the packaging station without physical contact.

Automated optical inspection (AOI) to identify surface occlusions, centration deviations, and power accuracy.

Aseptic injection of buffered saline solution into secondary blisters to secure long-term physiological compatibility.

Thermal moist heat sterilization inside computerized autoclaves, guaranteeing a Sterility Assurance Level (SAL) of 10^-6.

Automated sealing of medical grade foils, laser-marked with batch lots and expiration dates for complete accountability.

Final optical performance validation, tensile strength profiles, and biocompatibility verification before shipping.
Ensuring manufacturing consistency using top-tier diagnostic, verification, and packaging hardware.

Automated mechanical arm configuration providing exact torque parameters for clean lens release.

Cleanroom handling tool utilizing filtered ionized airflow to eliminate static charge during transfers.

Volumetric filling equipment providing high-accuracy dosing to guarantee long-term stability.

Heavy-duty high-pressure autoclave utilizing precise thermal cycles to eradicate biological contaminants.

High-speed forming and sealing line generating air-tight protective packages.

Illuminated optical inspection tables equipped with digital zooming macro-cameras.

Analytical test benches dedicated to sampling, package integrity checks, and lot verification.

High-precision optical power measurement device validating focal properties and refractive indexes.
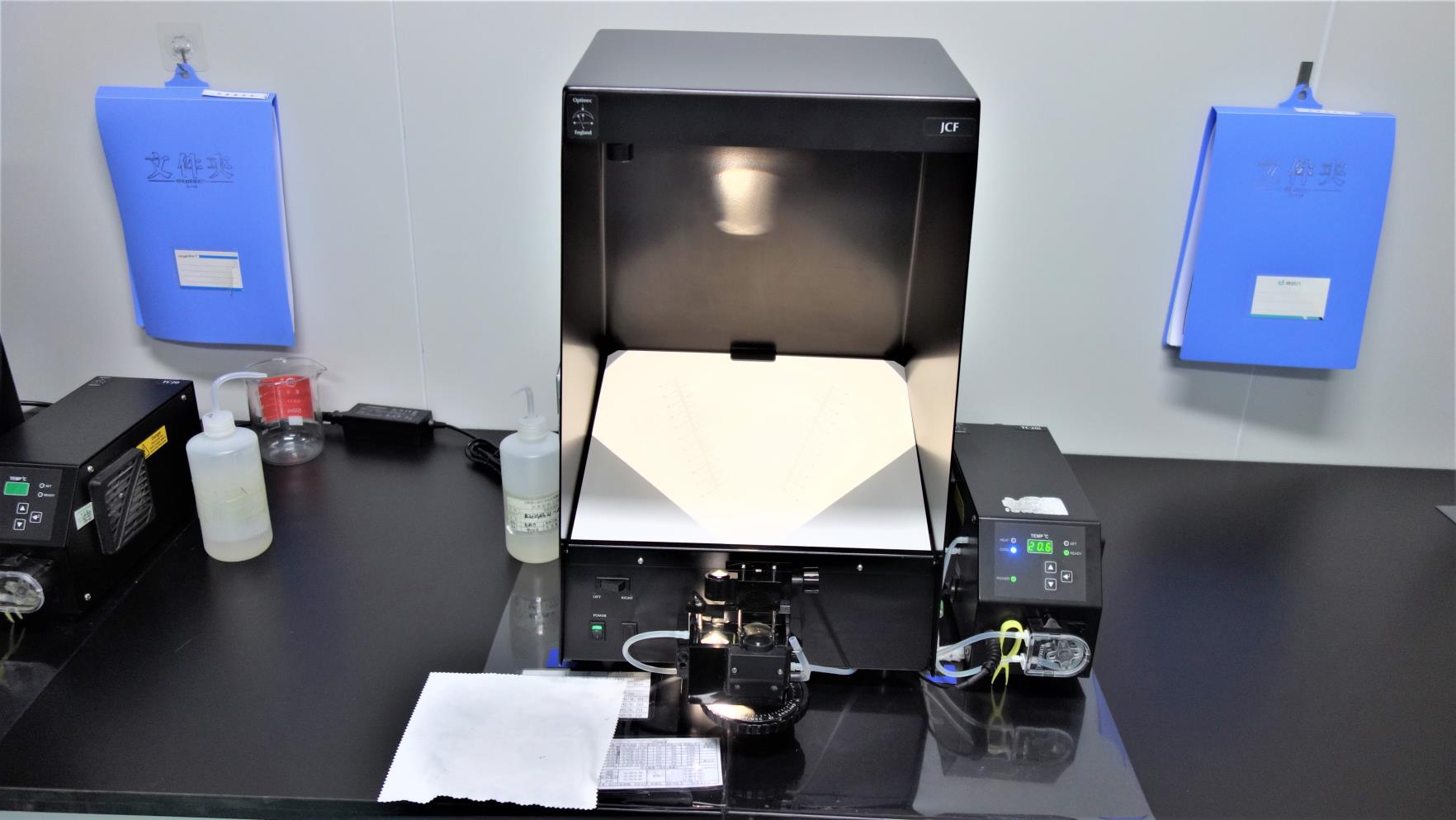
Detailed profile projector showing magnified edges to reveal physical micro-irregularities.
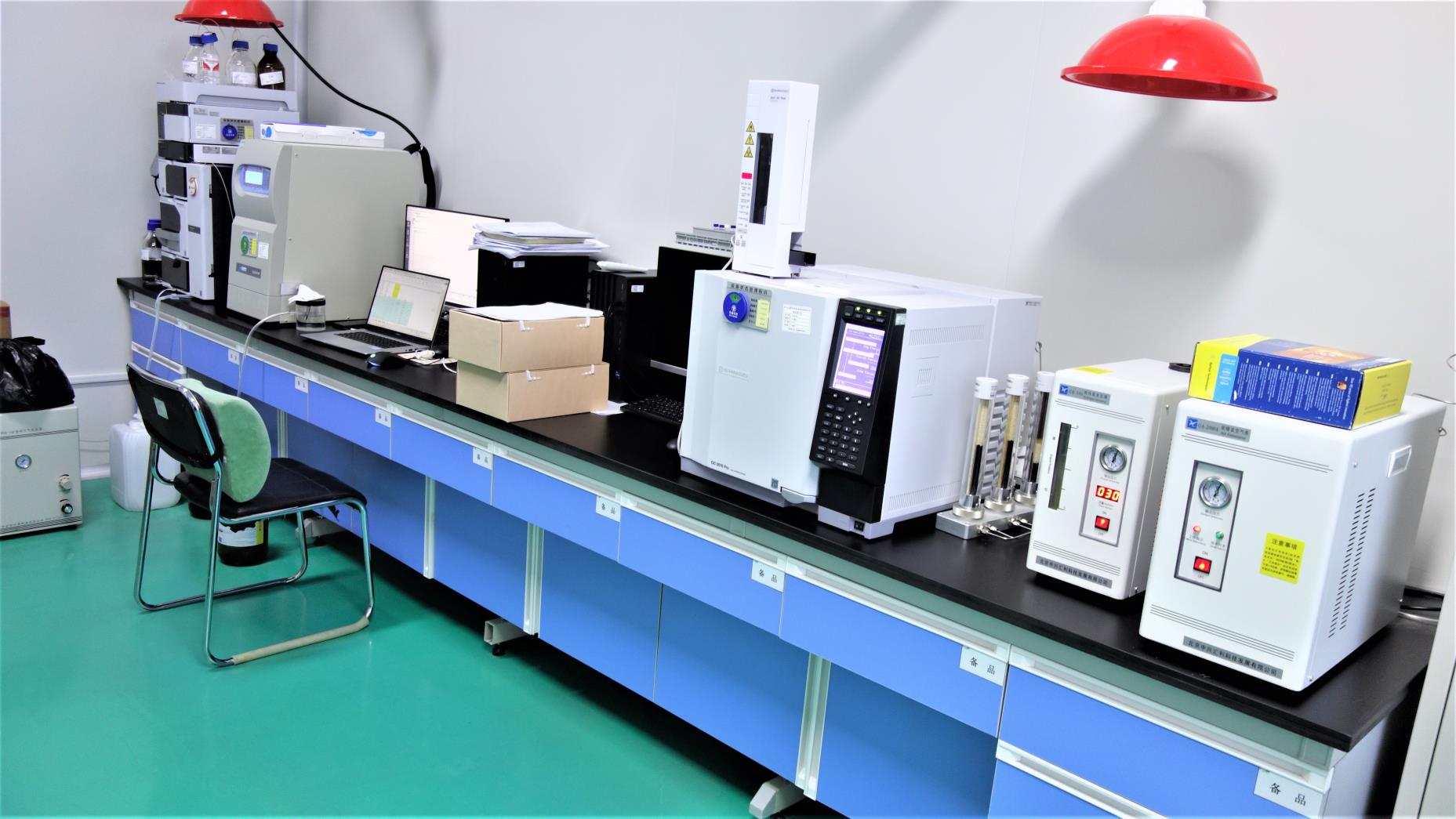
Spectrophotometer analyzing light transmission properties and UV block efficiency.
Aligning production workflows with global distribution demands, regulatory mandates, and market preferences.
| Geographic Market | Volume Share | Primary Regulatory Focus | Key Purchase Behavior & Preferences |
|---|---|---|---|
| North America | 25% | US FDA 510(k), ANSI Z80.20, EPA Toxicity | Demands high oxygen permeability, organic packaging, and complete compliance documentation. |
| Southeast Asia | 20% | MOH Approvals, Halal Certification, GDPMD | Prefers cost-efficient bulk packs, cosplay styles, and daily disposable packaging options. |
| Middle East | 10% | SFDA, MoH Compliance, Aseptic Audits | High interest in premium aesthetic color tones, prolonged comfort, and luxury packaging designs. |
| Rest of World | 45% | CE Mark (MDR), ISO 13485, Local MOH | Requires strong eco-friendly initiatives, cruelty-free processes, and detailed custom branding options. |
As dynamic commercial standards dictate buying patterns, Shenzhen Fresh Vision Co., Ltd. ensures compliance at every stage of the import process. We handle high-volume demands by structuring production milestones, utilizing automated blister sealers, and employing certified optical engineers to monitor the pipeline.
By combining raw material traceability with rigorous physical and optical parameter audits, we lower rejection rates down to less than 0.05%. This stability makes us a trusted supply partner for large wholesale distribution setups, specialty medical-grade suppliers, and digital pet retail brands looking for dependable product platforms.
Investing in smart optical matrices, bio-based raw materials, and high-volume automated lines.
Developing high water-content materials that naturally resist protein build-up. These designs keep lenses hydrated longer, reducing eye irritation during prolonged wear in extreme dry-air environments.
Integrating computer vision directly into our film suction and inspection lines. High-speed cameras analyze every lens edge, instantly flagging and removing sub-micron irregularities.
Reducing manufacturing carbon footprint by switching to bio-derived monomers. We are also optimizing waste recovery in our demoulding steps to create highly sustainable, green production loops.
Quick answers to common questions about trade regulations, production capabilities, and OEM configurations.
We provide full custom support, including graphic processing, sample-based development, and bespoke material adjustments. Our 5-engineer R&D team can refine specific physical or optical parameters, package designs, and custom branding layouts to match the target market's legal and retail standards.
Every incoming batch of polymer monomers and hydration compounds is assigned a internal tracking ID. This ID links the material through demoulding, hydration, automated filling, and sterilization, matching the raw chemical composition directly to the final retail batch.
Our cleanrooms are built and operated to match international health standards. We execute strict validation protocols, monitoring autoclave pressure, cleanroom particulate levels, and sealing stability to comply with key export requirements for Europe, Southeast Asia, and the Americas.
Standard production runs for existing designs generally take 15 to 30 days. Custom private label designs, which require custom mold configuration, physical edge adjustments, or custom printing validation, typically take 45 to 60 days depending on order size and complexity.
We work with certified third-party testing labs to perform cytotoxity, ocular irritation, and systemic toxicity tests on all new formulations. We also keep validation records of monomer residues for each batch, ensuring safety before shipping.
Select from our certified cosmetic and prescription items. Samples and prototype setups are available upon request.










